CX63 Servo

操作性と環境性能 展示会特別仕様
型締力 63t 亜鉛用ホットチャンバーダイカストマシン
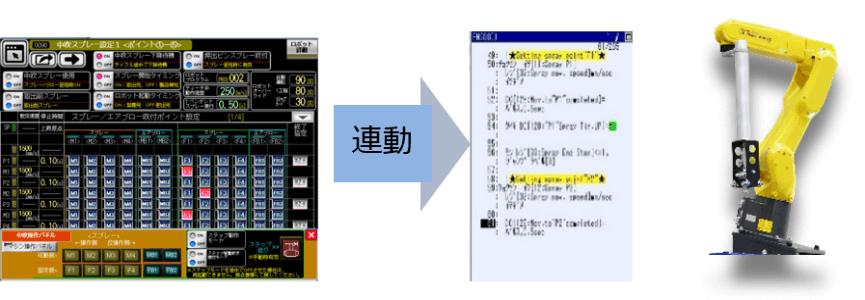
油圧ポンプモータをサーボ制御するシステムを搭載タッチパネル画面で全ての鋳造条件を設定可能.
油圧(圧力、流量)の必要量に応じて油圧ポンプを制御、駆動時 消費電力 40% 削減.※1
高速射出は射出回路専用アキュームレータとロジックバルブにより安定した射出が可能.
CX50F3の後継機種として新開発し、タイバー間隔を330mm➡350mmに20mm拡大
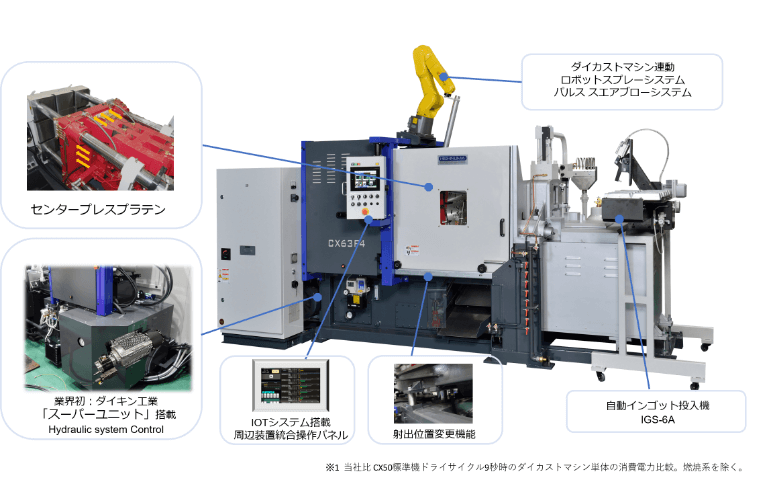
センタープレス方式型締ユニット
| ▶ 型締力をより金型の中心に伝達させるセンタープレス型締ユニットを新設計 |
|---|
|
センタープレス方式を採用.トグルリンクの力を動盤中央に効果的に伝え金型取付面に型締力を集中させる. 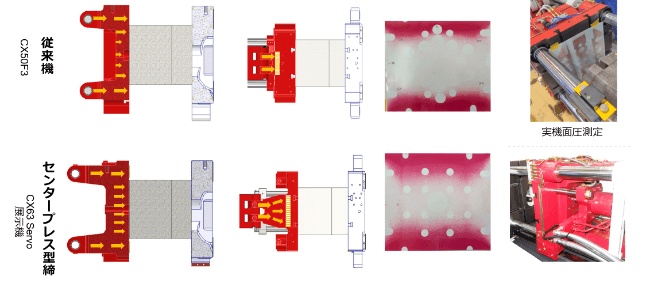
|
操作性
| ▶ 全ての鋳造条件を操作盤のタッチパネルで一括設定 |
|---|
|
金型ごとの鋳造条件等を保存し、金型交換時にマシン設定データ一括変更可能.駆動部(型締、押出、射出)の速度・圧力.溶解炉・ヒーター温度設定、タイマーなどの設定に手動調整が不要. 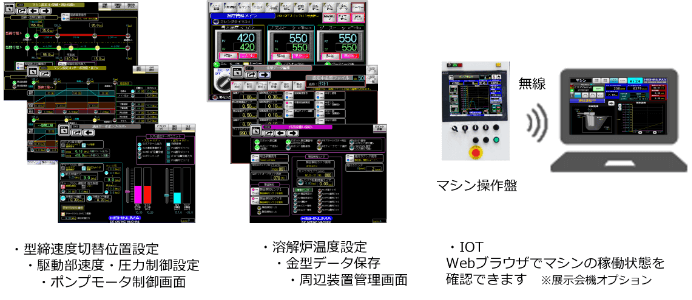
|
省エネ性能向上
| ▶ 省エネ制御/40%消費電力削減 ※1 |
|---|
|
油圧ポンプをマシン動作の油圧(圧力,流量)の必要量に応じて制御し,ポンプ停止や低回転運転により省エネ運転性能が向上. 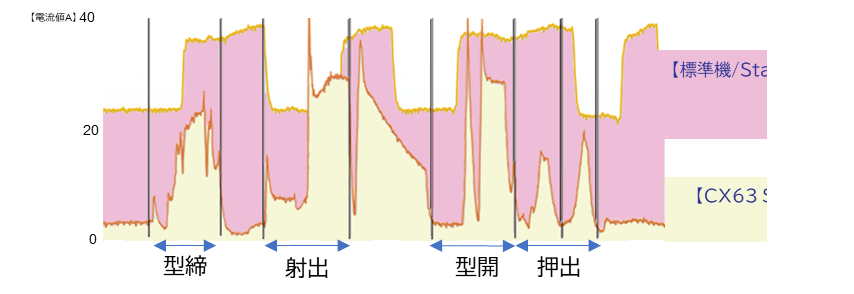
|
| ▶ 周辺装置:ロボットスプレーシステム | ▶ 周辺装置:インゴット投入機 IGS-6A |
|---|---|
 |
溶解炉の湯面高さセンサーの信号により自動でインゴットを投入します. 
|
Technical Data
| 型締力 Locking force |
kN | 630 |
| タイバー間隔 Space between tie bars |
mm | 350×350 |
| ダイストローク Die stroke |
mm | 215 |
| ダイハイト Die height |
mm | 170-340 |
| 射出力 Injection force |
kN | 51.9 |
| 射出ストローク Injection stroke |
mm | 130 |
| 射出位置 Injection position |
mm |
0/-65 |
| 押出力 Ejection force |
kN | 39 |
| 押出ストローク Ejector stroke |
mm | 70 |
| ノズルタッチ力 Nozzle touch force |
KN | 44 |
| ノズルタッチストローク Nozzle touch stroke |
mm | 200 |
| プランジャー径 Injection plunger diameter |
mm | 50 |
| 鋳造圧力 Casting pressure |
MPa | 26.4 |
| 可鋳面積(効率100%) Casting area (Casting efficiency 100%) |
cm2 | 233 |
| 可鋳重量(効率75%) Maximum shot weight (Casting efficiency 75%) |
㎏ | 1.30 |
| ドライサイクルタイム Dry cycle time |
sec | 3 |
| 常用圧力 Working pressure |
MPa | 10.5 |
| 作動油容量 Oil tank capacity |
L | 230 |
| メルティングポット容量 Melting pot capacity |
kg | 270 |
| 電動機容量 Electric motor capacity |
kw | 11 |
| マシン操作電源容量 Power supply capacity |
KVA | 19 |
| 電気炉出力 Output of electric furnace |
kw | 31.2 |
| 機械重量 Machine weight |
ton | 4.0 |
※上記仕様は予告なしに変更することがありますのでご了承ください。