U2ZR

一秒一个循环!超高速热室机
U2ZR 是我司新开发的超高速分型面射出热室压铸机。U系列的特征
直接从模具分型面压射入模腔中,卷气情况非常小,铸造性优良
模具分型面射出,降低了材料的使用量,大幅度节约了材料消耗和再熔解方面的成本
没有分流锥,实现了开模行程的最小化(适用于高速循环要求)
STANDARD
| ▶ 分型面射出 |
|---|
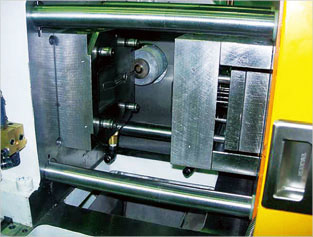 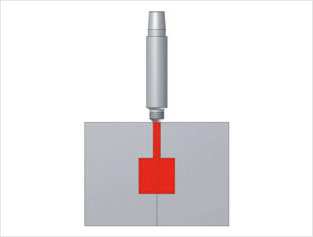 从模具分型面压射,不需要分流锥就可以铸造.没有分流锥,实现了开模行程的最小化,适用于高速循环要求. |
| ▶ 触控屏显示器 |
|---|
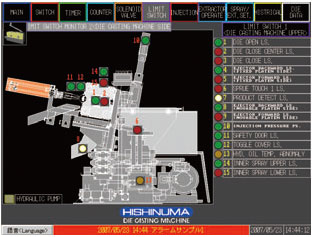 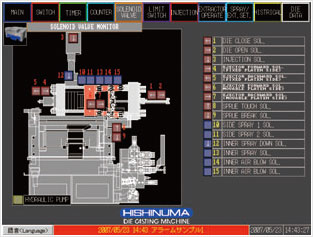 标准的触控屏装置,可储存模具的生产设定参数,消耗品管理,警报发生履历等数据,方便了生产及管理事宜. 还有多种语言可供选择.(可供选择语言:日语,英语,汉语,韩语,泰国语) |
传统卧式压铸机和分型面压射机的比较
| ▶ 卧式压铸机 (25ton) | ▶ 模具分型面压射机(U20) |
|---|---|
 |
 |
| 1cavity/shot | Casting weight | Scrap weight | |
| 25ton | 13sec/shot | 24.202g | 60.87g |
| U20 | 5sec/shot | 24.263g | 20.8g |
| 8ton | 6sec/shot | 2.5g | 7.4g |
| U2W | 2.5sec/shot | 2.5g | 3.3g |
| ▶ 卧式压铸机(8ton) | ▶ 模具分型面压射机(U2W) |
|---|---|
 |
 |
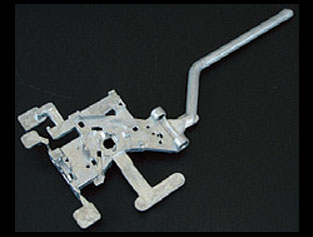
【铸造样品】

周边机器
| ▶ 制品取出装置 |
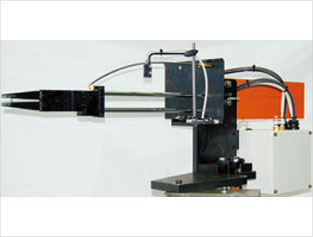  表面划痕对策!高速取出机 高效能取出装置,实现了到位的制品取出,检知等动作。 降低了模具损坏的机率,并成功解决了制品表面的受损问题 |
| ▶ 射出波形监视器 |
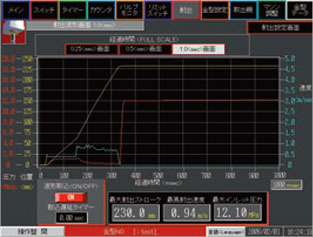  可以监控压射活塞的位置,速度,压力,掌握最恰当的铸造条件。 使用非接触式位置感应器延长了使用寿命 |
| ▶ 中吹喷雾装置 |
  配套使用高速中吹喷雾装置,在不影响生产周期的同时,又可保证将脱模剂均匀地喷涂在结构复杂的模具表面 |
Technical Data
| 锁模力 Die locking force |
kN | 50 |
| 导柱间距 Space between tie bars |
mm | 140*95 |
| 开模行程 Die stroke |
mm | 20~76 |
| 模厚尺寸 Die height |
mm | - |
| 射出力 Injection force |
KN | 11.9 |
| 射出行程 Injection stroke |
mm | 60 |
| 顶出力・固定盘顶出力 Ejector force/Fixed die ejection force |
KN | 10.7 |
| 顶出行程・定模板顶出行程 Ejector stroke/Fixed die ejection stroke |
mm | 25 |
| 型芯推力・动模板顶出力 Core puler cylinder force/Movable die ejection force |
KN | 10 |
| 型芯行程・动模板顶出行程 Core puler cylinder stroke/Movable die ejection stroke |
mm | 25 |
| 离合嘴力 Nozzle touch force |
KN | 8.79 |
| 离合嘴行程 Nozzle touch stroke |
mm | 120 |
| 活塞直径 Injection plunger diameter |
mm | 25 |
| 铸造压力 Casting pressure |
MPa | 24.3 |
| 可铸面积(效率100%) Casting area (efficiency 100%) |
cm2 | 21 |
| 可铸重量(效率75%) Maximum shot weight (efficiency 75%) |
g | 150 |
| 空载周期时间 Dry cycle time |
sec | 1 |
| 常用压力 Working pressure |
MPa | 8 |
| 油箱容量 Oil tank capacity |
L | 150 |
| 电机容量 Electric motor capacity |
kw | 5.5 |
| 坩埚容量 Melting pot capacity |
kg | 90 |
| 電源容量 Power supply capacity |
KVA | 6 |
| 电源容量 Output of electric furnace |
kw | 10 |
| 重量 Machine weight |
ton | 1.7 |
以上规格视机器型号会有所不同
以上规格如有变更,恕不另行通知