HC50F

HC50F的特征
取件个数从多件转型为少量件,从而提高了产品质量
短套筒的采用增加了铸造的安定性
通过触摸屏设定,降低了设置的耗时
HC系列的特征
小型冷室压铸机系列化
同时取件个数从多件转型为少量件,从而提高了产品质量
设定成多国语言的触摸面板显示屏作为标准配置
STANDARD
| ▶ 射出双电路 | ▶ 射出数字控制 |
|---|---|
 增压回路设置了双电路,不受时间限制可自由对增压位置进行设定 |
 低速射出通过搭载比例控制,可在0.1~0.5m/s自由设定.高速射出搭载电机驱动控制.可在触控屏上任意设定 |
| ▶ 射出位置的切换功能 | ▶ 对应多国语言的触摸面板显示屏 |
|---|---|
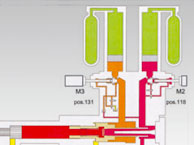
 通过射出位置切换功能的搭载,使得模具设计的自由度更高(※HC50F除外) |
 搭载TFT触摸面板显示屏,对应多国语言(日本语・英语・中国语・韩国语・泰语) |
| ▶ 快速切换 | |
|---|---|
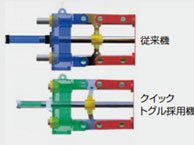 采用快速切换使其提高合模速度(※HC50F除外) |
OPTION
| ▶ 射出监测装置 | ▶ 锁模力显示 |
|---|---|
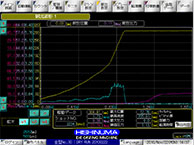 通过对射出波形(位置,速度,压力)的监测掌握更适合的铸造条件 |
 数码显示锁模力。 并且有安全回路设计,即锁模力在测定值状况下将不会进行压射动作。 |
| ▶ 电机驱动式安全门 | |
|---|---|
 通过电机驱动的安全门操作,即使长时间的连续使用也能保持较低的故障率且可缩短自动开合的时间 |
周辺機器
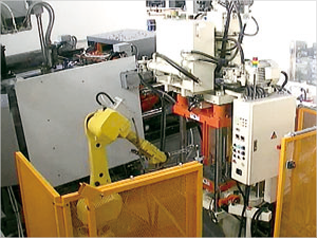
| ▶ 喷雾取出装置 | ▶ 全自动供料系统 |
|---|---|
 喷雾装置和取出机在同一轨道上行驶,节省了大量空间 |
 通过变频器控制使得给汤装置的动作更加平稳。 |
| ▶ 伺服冲床装置 |
|---|
 下降速度・扭矩可任意设定,可根据用途进行最适合的操作登录 |
Technical Data
| 锁模力 Die locking force |
630kN |
| 导柱间距 Space between tie bars |
横330×縦330mm |
| 开模行程 Die stroke |
215mm(可変) |
| 模厚尺寸 Die height |
170~340mm |
| 最大射出力 Maximum Injection force |
110kN |
| 增压比 Intensification ratio |
1 : 2 |
| 射出行程 Injection stroke |
175mm |
| 射出位置 Injection position |
-65mm |
| 芯片脱模量 Tip projection |
85mm |
| 芯片直径 Plunger tip diameter |
35mm |
| 顶出力 Ejector force |
40kN |
| 顶出行程 Ejector stroke |
70kn |
| 电源容量 Electric motor |
11kw |
| 电源 Electric power |
13KVA |
| 油箱容量 Oil tank capacity |
180L |
| 机械重量 Weight of machine |
3ton |
以上规格视机器型号会有所不同
以上规格如有变更,恕不另行通知